|
钢桶涂料主要质量指标及检验方法(1)
上海徐工涂料技术有限公司 徐国兴
在经济高速发展的今天,包装作为人们对商品的第一映象,日益受到人们的重视。从某种意义上来说,包装的好坏直接影响到商品的生命力。
钢桶是一种包装商品,而钢桶涂料则是这种包装商品的包装。所以,钢桶涂料应引起我们的高度重视。
一、钢桶生产厂建立涂料检验制度保证了钢桶涂层的质量
普通涂料产品包括钢桶涂料的生产工艺相对比较简单。只需外购涂料角树脂,再加上颜料、填充料、助剂及溶剂进行砂磨或球磨就行了。所以,在经济高速发展的今天,涌现出大量的涂料生产厂。然而,有些涂料生产厂家为了片面追求低成本,采购的涂料原料,质量得不到保证,再加上自身的技术力量不强,难免会出现这样或那样的涂料质量问题。
好多钢桶生产厂缺乏涂料的专业知识,况且我们钢桶行业也还没有一个钢桶用涂料的专门标准。大多数钢桶厂购进涂料后就直接使用于钢桶上,根本没有一个进货检验的程序。这样,难以保证钢桶的涂层质量。
上海化工制桶厂在建立涂料进厂检验制度前,曾多次遇到因钢桶涂层质量问题而退货。该厂建立了涂料进厂检验制度后的第一年竟然发现有56%的涂料存在这样或那样的问题,而且其中的四分之一左右完全不符合涂料行业规定的质量标准。他们对这些涂料作了退货处理,从而保证了钢桶的涂层质量。以后,在1996年的一年中,该厂检验的涂料中也还有27%的产品有问题。自建立了涂料检验制度以后,该厂的钢桶再也没有发生因涂层质量问题而退货的事情了。可以说明,我们西砷的涂料的确存在有质量问题,而钢桶厂的涂料检验制度保证了钢桶涂层的质量。
二、钢桶涂料的基本质量指标及检验方法
任何商品均具有自身的特殊性,钢桶涂料当然也不例外。由于盛装不同物品的钢桶需要经历频繁的运输、碰撞、露天堆放、日晒雨淋,置于各种各样的复杂的环境中,所以首先要求钢桶涂料能适应这些工况;其次,要求钢桶涂料不能与钢桶的内装物产生化学反应和物理反应;另外,还要适应钢桶本身的制造工艺。
一般涂料的质量指标及检验项目约20项之多,而且比较复杂。现根据上海化工制桶厂的涂料检验经验,结合涂料检验的国家标准,建议采用以下几项比较简单和实用的检验方法。
(一)涂料
1.目测
目测的内容是涂料是否分层,颜色是发花,表面有否结皮,结皮是否严重。通过搅拌进一步注意沉淀是否严重,沉淀物通过搅拌是否能消除,是否存在凝聚(结冻)或涨料现象等等。如果发现涂料严重分层、分色或者发现存在结成硬块状的沉淀(通过搅拌也不能消除)以及凝聚、涨料现象,则说明该涂料存在较大的质量问题。对于清漆,则还需注意透明度和色泽的深浅。透明度对于清漆来说,是一项重要的技术指标。因为清漆是不含颜料和填充料的,如果透明度不好,则含有较多的机械杂质或含有水份,这对于漆膜质量是不利的。透明度可用光电式浊度计进行测试;色泽可用铁钴比色计或碘液比色计测试。测试得出的数据可与该清漆的标准进行对照,以判明是否存在质量问题。由于清漆在钢桶上相对使用较少,所以在此不作细述。
若前几项不严重,并且除去结皮后通过搅拌能均匀一体(放置数小时仍保持均匀状态),则可进入以下检验项目。
2.涂料的取样
检验钢桶用涂料,不可能检验全部数量的涂料,只能是检验涂料样品。所以,涂料的取样是否具有代表性就显得非常重要。
涂料的取样应注意以下几个方面:
①取样前,应先擦净包装上的灰尘,然后再把盖子打开。
②取样所用的工具、器皿等本着使用方便的原则,应清洁干净。根据上海化工制桶厂的实践,使用铁制的吊勺最为方便。
③所取的每一样品应能代表每一包装中的涂料。所以,取样前,应充分的搅拌所取样包装中的涂料。
④所取的涂料样品数应具有足够的代表性。一般情况下,取样数为N/2的开平方根(N为涂料的总件数)。
⑤取样应具有随机性。
⑥所取的涂料样品量应足以能进行规定的全部检验项目,并有足够的剩余量作储存试验以及在日后需要时可对某些性能作重复试验。储存样品放入磨口瓶中,并加贴标签,注明生产厂、产品名称、批号、生产日期和留样日期。
3.粘度和固体含量
任何涂料,它的粘度和固体含量都对涂料的施工和涂层质量带来较大的影响。不管我们是人工涂刷,还是机械喷涂,都要将涂料调到一定粘度才能施工。影响涂料粘度的主要因素有涂料中合成树脂的分子量、添加的助剂、颜料、溶剂、填充料的品种及用量;还有气温和涂料的储存时间等因素。所以,各种涂料的粘度和固体含量都是不同的。为了控制涂料质量,涂料行业对于各种涂料的粘度和固体含量都制定了一定的标准。
我们倾倒或搅动时,凭经验可以大致估计出涂料的粘度,但涂料的固体含量却是估计不出的。所以,有些贪图近利的涂料生产厂家,采用在涂料中多加增稠剂及其它助剂的方法,使涂料达到一定的粘度。这样,虽然涂料的有效成份没有增加,但涂料的粘度却是符合涂料行业规定的标准的。在我们钢桶厂没有涂料进厂检验制度的情况下,虽然凭感觉和经验觉得粘度和以前差不多,但固体含量却低很多。施工时,我们再按习惯的或规定的施工粘度进行稀释,那么涂层的质量可想而知了。
钢桶涂料对于粘度和固体含量的指标要求同其它涂料一样,没有很高的要求。当然,在其它质量指标不变的情况下,这两项指标高一些我们求之不得的。
(1)粘度
目前,我们使用的钢桶涂料都是合成树脂涂料。对于这类涂料,机械喷涂的施工粘度,若是有气喷涂,一般在20-25秒(涂-4粘度计);无气喷漆则可稍高些,一般在25-30秒(涂-4粘度计);手工涂刷粘度则可根据各人的施工经验而异,一般来说,大约在35秒(涂-4粘度计)左右为好。
粘度是液体分子间相互作用而产生的阻碍分子间相对运动能力的量度,即液体流动的阻力。这种阻力。也称内摩擦力,通常以单位面积所受的剪切应力来计算。
按其测定原理,可用流出型粘舀方(毛细管粘度计、涂-1杯粘度计、涂-4杯粘度计等)、落球式粘度计(落球粘度计、赫伯勒粘度计等)、旋转粘度计(旋转浆式粘度计、同轴圆筒旋转粘度计、锥形平板粘度计等)进行测定。
目前,广泛采用流出型粘度计来测定粘度。涂-4粘度计(也称涂-4杯)是应用最广,使用较方便的一种。它可分为台式和便携式两种,它的结构如图,上部为圆柱形,下部为圆锥形,在锥底部有可更换的漏嘴,在容器上部有凹槽,作多余试样溢出时用。
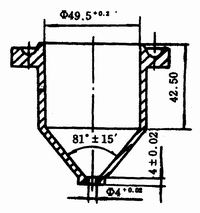
图1 涂-4粘度计基本尺寸
每次测定前,先校准水平(水泡校至中央),再用溶剂洗净漏斗。干燥后,注入漆样至溢出边缘为止,然后用玻璃尺或玻璃棒沿着边缘刮平涂料液面o(若要测得标准的粘度,则涂料温度需保持25℃,若是一般对比测试,则室温即可)很快打开开关,同时揿秒表,一直到断流,第一次成滴状为止。
涂一4粘度计用于测定粘度在150秒以下的涂料。对于粘度较高的涂料可用涂-1粘度计或其它粘度计测定。一般钢桶用涂料的粘度大都在150秒以下,所以在此不作介绍了。
(2)固体含量
涂料的固体含量其实就是它的不挥发分,是涂料在一定的温度下加热,干燥后剩余物重量与试样原来重量的百分比值。测定方法有两种:红外线灯法和烘箱法。
①红外线灯法:称取约2克试样(若是硝基漆或过氯乙稀漆则应称取5克)置于干燥洁净的白铁皿或培养皿中,称量后将器皿放在已调好温度(105℃左右)的灯光中央不断搅拌,烘至近干。然后将器皿放在干燥器中冷却到室温称重,再把它放在红外线灯下照射5分钟取出,如上冷却后再次称重。重复上述操作到两次称量的重量差不大于0.01克时为止。
②烘箱法:称取约2克试样(硝基漆或过氯乙稀漆应称取5克)置于干燥洁净的白铁皿或培养皿中,然后置于105±2℃温度的恒温烘箱中加热20分钟,取出放入干燥器中冷却至室温称重。重复以上加热、冷却、称重部聚直至两次称量的重量差不大于0.01克时为止。
一般认为后一种方法比较容易操作,也容易掌握。
固体含量按下式计算:
X=(W-ω)/Gx100 %
式中 W――烘干后试样和容器总重量,克;
ω――容器重量,克;
G――试样重量,克
计算结果应取两次平行测试的平均值,且两次测试的相对误差不大于3%。
|
