|
日本典型钢桶生产流程分析
文/杨文亮
新日铁(NIPPON STEEL & SUMIKIN DRUM CO.,LTD.)是日本主要的钢桶生产商之一,其生产工艺技术属于比较先进的,尤其一些特殊工序的自动化技术,属于独创,很值得我们借鉴。我们仅以生产流程展开的方式,对其进行简单的介绍,其中关键工序,我们以现场视频截图予以说明。
整个生产流线分为五个流程,流程之间基本上是以自动化输送装置连为一体,只是在生产特殊钢桶产品时,在各流程之间会有半成品贮存环节。
一、桶底顶及桶身加工流程
这是整个生产线的第一个流程,该流程由两个分支的生产线组成。分别是桶底顶加工生产线和桶身加工生产钱。其生产流程图(图1)如下:
图1 桶底顶及桶身加工流程图
该生产流程与目前我国钢桶生产线典型流程主要的以下不同点:
1、桶底顶冲压成形后,桶底和桶顶分流走向不同工序,日本钢桶桶底都需要冲压标志,这是按照联合国“海运危规”要求进行的,而国内制桶企业基本不会在桶底冲压标志。如图2所示。压制在桶底上的标志内容,除钢桶生产企业的商标外,还有一串数字,如图3所示为:“1.2-200-04-2 0”这串数字显示了钢桶原材料钢板的厚度、钢桶的容量及钢桶生产日期。这样的钢桶不仅便于产品的质量追溯,还有利于钢桶的回收再用时进行分类。
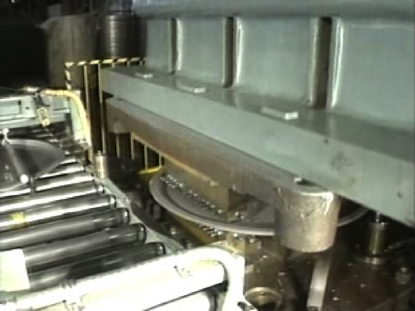
图2 在桶底上压制标志
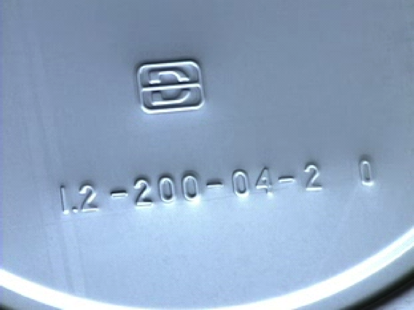
图3 压制在桶底上的标志
2、桶底顶预卷边工序,在日本,这道工序不注胶,而我国制桶企业的典型工序是在预卷的同时,给桶底顶的边缘进行注胶。
3、流程中,桶身缝焊后,直接对焊缝进行碾压。这在国内多数企业目前还没有这道工序。如图4所示,为焊缝碾压工序。
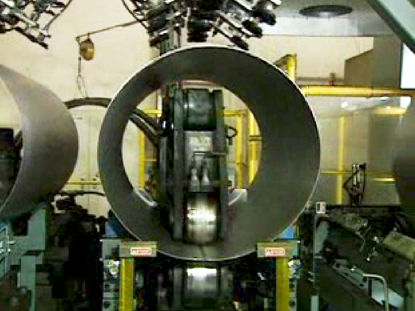
图4 桶身焊缝碾压工序
4、桶身成形中,只胀两道环筋,没有波纹。而在国内制桶企业中,多数是有波纹的,没有波纹只有环筋的钢桶极少见。
5、桶底顶加工后,作为半成品贮存时,是通过自动堆垛机进行堆垛的。在下道流程中使用时,也是通过自动拆垛机进行拆垛并自动送入生产线的。而在国内,这些工作多数都是人工完成的。
二、表面处理及内涂装流程
生产线第二部分,就是钢桶表面化学处理及内部涂装流程。这个流程里,桶底、桶顶和桶身都是分别进行的,其清洗磷化处理过程与国内基本类似。如图5所示为表面处理及内涂装流程图。
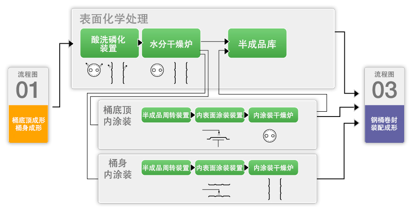
图5 表面处理及内涂装流程
该生产流程与目前我国钢桶生产线典型流程主要的以下不同点:
1、表面化学处理过程如图6所示,前段的脱脂、水洗、表调段基本与国内相同,但“化成”段就是磷化处理,处理液通常有两种,一种是磷酸锌(即锌系磷化),另一种为磷酸铁(即铁系磷化)。其磷酸锌和磷酸铁处理的磷化膜有所不同,其外观比较如图7所示,而在显微镜下观看时,其磷化膜组织有着较大的区别,如图8所示。这与国内目前所用的涂装前处理工序是不同的,国内目前多采用锆化处理或无磷转化工艺。
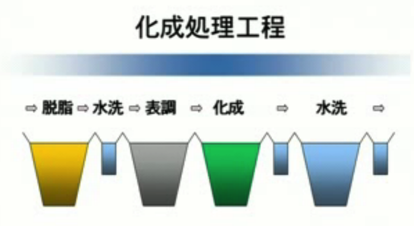
图6 表面化学处理过程
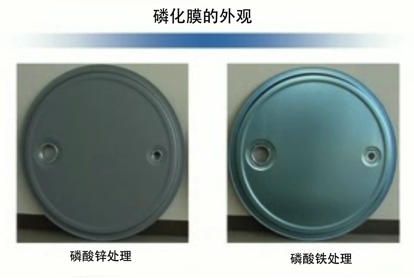
图7 磷化膜外观比较
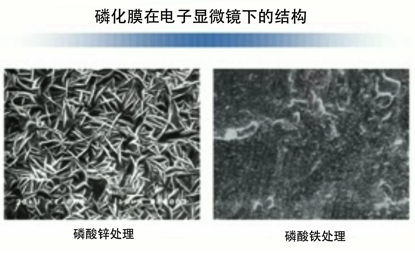
图8 磷化膜在电子显微镜下外观比较
由图8可以看出,经过磷酸锌处理的钢桶表面,晶粒粗大,表面积大,对涂料的附着力也要大得多。目前日本的制桶企业基本都是采用锌系磷化。
2、钢桶内涂工序,日本采用的是两道喷涂,第一道喷底漆,第二道喷面漆,桶底顶和桶身都是两道。而桶身在进行两道内涂前,专门对焊缝进行一次喷漆。如图9为焊缝内补涂,图10为第一道内涂,图11为第二道内涂。
我们国内的内涂桶,一般都是进行一道内涂,相比较而言,日本的两道内涂肯定安全性要好得多,再加上焊缝进行的一次专门内涂,焊缝处漏铁现象可以消除了。我国一道内涂的钢桶,的确存在着很大的安全隐患,尤其是通常在焊缝处存在漏铁现象,容易造成生锈或腐蚀。
从视频中看,第一道内涂颜色很浅(几乎无色),而第二道内涂颜色较深,所以,我认为这第一道内涂所用的涂料与第二道内涂所用的涂料是不一样的,可能不仅仅是颜色不同吧。这一点还有待研究。
涂膜烘干前,颜色为白色,烘干后,颜色为浅黄色,这一点与国内差不多。多年前我们曾用过日本的钢桶内涂料,施工性能非常好,不像很多国产内涂料,经过会出现起泡、漏铁等问题,对表面状态要求高,施工性能较差。

图9 焊缝内补涂

图10 第一道内涂

图11 第二道内涂
三、钢桶卷边装配流程
日本的钢桶卷边装配流程都是全自动化的,与国内不同的工序主要有:卷边前注胶和桶口贴标等。流程图如图12所示。

图12 钢桶卷边装配流程图
该生产流程与目前我国钢桶生产线典型流程主要的以下不同点:
1、在钢桶进行桶底顶和桶身卷边封口前,桶底和桶顶进行注胶。如图13所示,这个工艺过程与我国目前多数企业的生产工序不同。这样说明,密封胶是湿胶卷入卷边内的,与我们干胶卷入有着非常大的区别。

图13 桶底顶在卷封前注胶
80年代之前,我国制桶行业基本上都是采用五层平卷边,密封胶也是在卷边时湿胶注入,从80年代中后期,为了达到“海运危规”的要求,国内开始改为七层圆卷边,也随之增加了一道预卷喷胶工序,即在桶底顶进行预卷边时,进行注胶。
湿胶卷边改为干胶卷边后,曾有不少行业内人士一直为干胶好还是湿胶好的问题进行过争论。在预卷同时注胶的工艺,当年是从美国卡兰多学来的,一直延用至今。究竟那个更科学,还有待进一步研究,但就目前情况来看,国际上越来越多的制桶企业,都开始采用湿胶卷入工艺了。如此看来,湿胶卷入或许更为科学。
图14为湿胶卷入时的卷边过程图,从卷边过程可以清楚地看出,湿胶在卷边中可以浸入到整个卷边的层间缝隙中,而干胶卷入时,密封胶多数进入卷边的核心中间,成为一个密封圈。理所当然,密封所有的层间缝隙,远比只密封中心一个步位效果更好。所以,湿胶卷边更为科学,密封性更好。
重要的是,湿胶喷在桶底顶边缘的部位,不应该是我们常见的预卷槽中,而应该在桶底顶边的中间靠边的位置,如图15所示。
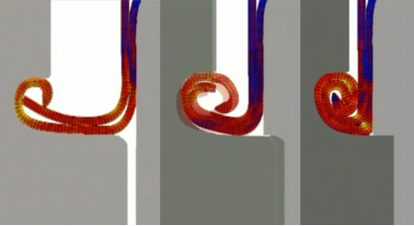
图14 湿胶卷边的过程图
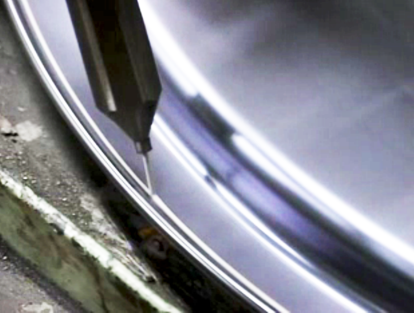
图15 湿胶注入位置
2、钢桶卷边封口后,桶口法兰是没有安装桶塞的,此时不论钢桶是不是马上进行外涂装,桶口都必须封住,以防止外部杂物落入桶内。国内一般采用周转盖进行封口,待桶外涂结束后,再将周转盖卸下,换上全新的桶塞。因为周转盖的反复使用,常在上面粘有厚厚的油漆,一不小心,漆渣就会落入桶内,很难发现和清理。
日本最新的工艺,则是采用贴标机,在桶口法兰上贴一张纸,等钢桶涂装完后,再采用撕标机把纸标撕掉,纸标是一次性使用,不会产生任何后遗问题。如图16为全自动贴标机。

图16 自动贴标机
四、外表面涂装工艺流程
由图17可以看出外表面涂装工艺流程的内容,对照视频我们看到,图17中的内容并不完整。完整的工艺流程应该是:
喷漆→烘干→桶顶丝网印刷→桶身丝网印刷→桶口撕标→桶内除湿→上桶塞→上桶套→堆码入库→运输出厂
该生产流程与目前我国钢桶生产线典型流程主要的以下不同点:
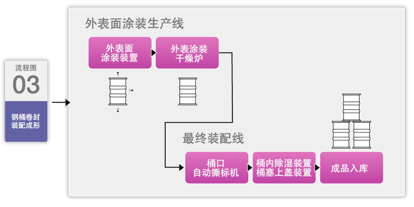
图17 外表面涂装生产线流程图
该生产流程与目前我国钢桶生产线典型流程主要的以下不同点:
1、与上一个流程对应的是,在钢桶喷漆前,有一个桶口贴标工序,在这里,当钢桶喷漆烘干后,贴在桶口法兰上的纸标,需要撕掉,所以这里就有一个撕标工序,如图18所示为撕标机。

图18 桶口撕标机
纸标代替周转盖,是解决桶口喷漆问题的进步,目前国内还没有推广,但无疑未来将是发展趋势。目前国内已有企业研制贴标机和撕标机,相信不远的将来,这项工艺将会在国内迅速得到普及。
2、桶内除湿,是日本钢桶生产的标准工序,国内目前有少数企业也已采用了类似方法,但技术方法不太一样。如图19为日本的桶内除湿机。

图19 桶内除湿机
桶内除湿,是为了将桶内含有水份的湿空气除去,防止桶内生锈。国内对钢桶内部有高清洁度要求的用户,对桶内生锈问题极为敏感。由于涂装前,桶内进行了清洗,表面的油污已清除干净,所以,桶内表面失去了防锈保护,极易生锈。为了桶内防锈,国内企业都采取了各种办法。一般来说,大概有以下几种:抽出桶内湿空气、向桶内充入干燥空气、桶内抽真空、向桶内充入氮气等。
日本的除湿工序,是从透气口中充入干燥空气,同时从注入口抽出湿空气,工艺简单,成本低,防锈效果也很好。
3、自动上桶塞工序,该设备具有寻口、对中、上盖、测力的功能。全自动化的上桶塞工序,也是日本钢桶生产线的标配。目前国内基本是人工上桶塞,多数企业还是人工扳手上桶塞,即使有企业采用气动扳手,也是人工操作。采用扭力扳手的更少。如图20所示为日本全自动上桶塞装置。
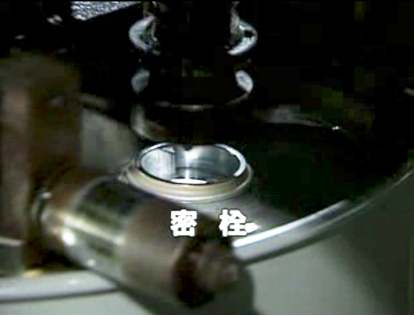
图20 全自动上桶塞装置
自动上桶塞装置,最重要的是要采用扭力扳手,因为目前钢桶法兰的结构原因,扭力太大时,常会使法兰转动,固定八方失效,而且还可能使桶塞密封圈损坏;而扭力太小时,可造成桶塞在运输过程中脱落和漏气、渗水等。所以,国家标准GB/T 13251-2008《包装 钢桶 嵌入式法兰封闭器》中规定了桶塞安装时的扭力值,如表1所示。
表1 桶塞装配钢桶扭力值
| 项目 |
桶塞垫圈 |
G2/Nm |
G¾/Nm |
G½/Nm |
钢桶制造出厂标准 |
合成橡胶 |
10~20 |
10~20 |
15~25 |
热塑性塑料 |
15~25 |
15~25 |
20~30 |
钢桶灌装出厂标准 |
合成橡胶 |
20~30 |
10~20 |
30~40 |
热塑性塑料 |
20~30 |
15~25 |
30~40 |
目前,国内多数企业还没有解决这一问题,这一问题的解决,不仅能够减少制桶企业的人工成本,更重要的是桶塞装配质量能够得以保证。这是国内制桶业技术改造的一大趋势。
4、关于钢桶成口的保护问题,目前国内多家企业已开始使用塑料瓦楞板桶套进行运输过程中的保护。日本企业则是采用软质尼龙布袋,如图21所示。
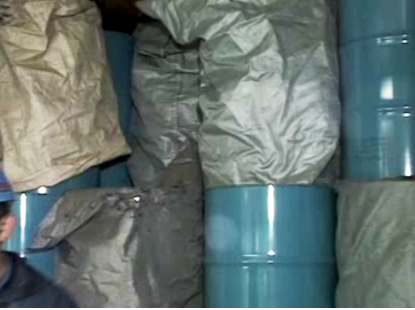
图21 软质尼龙袋保护钢桶
从实用方面来讲,与塑料瓦楞板桶套相比,软质尼龙袋操作更方便,保护袋与钢桶表面贴合性更好,耐磨性也好,而且尼龙袋回复再用次数更多,回收更容易。 |
