FN1-200-5变频免点焊缝焊机调试方法
南通澳斯派克焊机有限公司 黄惠德
一、规范调节
1、修正轮弹簧压紧程度:一般压紧至弹簧钢丝之间空间距离6mm左右。
2、铜轮调节程度:必须调正到铜轮压紧工件后,铜轮用手稍用力能拨动为宜。
3、定位轮压紧程度:必须在气缸压紧后用手指用力拨动尼龙滚轮为宜。
4、如以后内料架、外料架调正,必须调节到与焊轮在同一直线上。
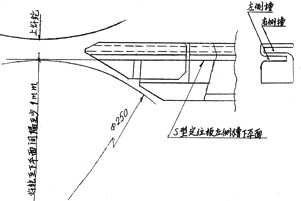
5、导板调节高度:一般调到左侧槽下部平面与焊轮最高点高出至少1毫米以上为宜(如图)。
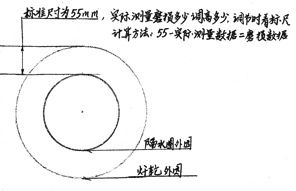
6、一般焊轮磨损到单边3毫米以上时将焊轮往上移动(如焊机仍正常不损漏可磨损到3毫米以上再调正),同时S形导板磨损多少往下移动多少,使下焊轮最高点与对位导板保持原来一定的高度。具体移动多少测量下焊轮最高点与隔水圈外圆尺寸为准(如图)。
二、故障排除
1、焊接时发热区颜色有间隙性黑影或突然出现有损漏现象,说明焊轮已不平整必须要打磨焊轮,如焊轮上严重凹凸不平,或由于打火,铁渣坎在焊轮上或修正轮上应必须清除掉,如长期不打磨或不清理可能出现渗漏现象。
2、出料时推力不够,将出料缸压力提高,如出料后出现反弹现象,则适当减小出料缸压力。
3、进料推力不够,达不到焊接位置应加大进料缸压力。
4、在桶体两头钢板周长基本一致的情况下如出现尾部搭边小,只要将压紧铜轮的气缸锁紧螺帽,微量调紧一点即可消除(一般进入焊接状态后,后部钢板有5mm以上搭接量,就不会出现这种情况)。
5、出现钢桶进口翻边后开裂,如是焊接部分已焊牢,但形成不规则的直线撕开,说明热量过大,建议调小电流,如是开裂部分出现部分焊牢,部分未焊牢或全部未焊牢,说明热量过小,则建议调大电流,加大或减少电流以逐渐调大或调小为宜。
6、如钢桶起始一头热量未到顶头,则把2号光控向机身方向移动一下,移动距离根据实际情况相差多少移动多少。
7、如结尾一头热量未到底部,则把3号光控向机身方向移动一下,移动距离根据实际情况相差多少移动多少。
8、焊缝出现有规律的一处损漏:调正内料架左右或上下使之平行移动,消除在焊接过程中出现的桶体突然上下、左右扭动现象。
9、钢桶焊接完毕,桶体卡在里边推不出来:检查机身下部,两个尼龙顶轮是否左右高低,并分别调节下部的调正螺丝,调节到一样高度。
10、进口端出现搭边完全未搭到(出现对接状态),而后部搭边正常:检查S形定位槽位置是否太高,一般只要调低2-3毫米即消除。
11、钢桶焊接后出现接口不平:检查外料架是否向左右一边倾斜,定位轮、铜滚轮是否压紧不均匀出现中心偏移。
三、注意事项
1、导电油注油孔每2小时加油一次,其它注油孔每4小时加油一次。
2、开机前检查是否通水通电。
3、检查油雾器是否有油量。
4、光控区域必须要经常清除油渍垃圾,防止误动作(清洗时必须停电并且不能用水或液体的清洁剂)。
5、打磨焊轮后必须用气枪将机身特别是铜轮上的铜屑吹干净。
6、当发现钢桶翻边开裂时,必须马上停机分析原因或打磨焊轮,或根据情况调高调低电流,切勿继续焊接,减少次品或废品。
7、打磨焊轮必须均匀,主要是去掉毛刺氧化层及凸筋,打磨必须保证焊轮外圆平整,两边不得有倾斜。
8、不可随意调快焊接速度,如需要调快必须要适当调高焊接电流,保证钢桶不渗漏为标准。
9、在以后的维修保养中,如发现导电轴与铜套接触的地方有毛刺一定要清除掉,钢套内用三角刮刀刮,轴上上车床用细齿锉刀锉平,再用细纱布打光。
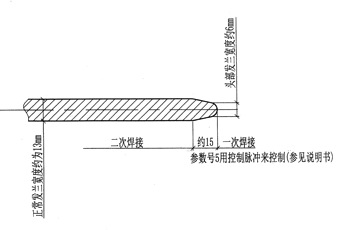
注:焊缝头部法兰宽度出现下图形状,才能不裂不渗漏,如头部已设置脉冲未出现头部尖头现象,说明点火时间太早,请将光控开关往焊轮中心适当移动,直到出现此形状为止。