中华人民共和国钢桶行业标准
钢桶丝网印刷技术要求及检验标准
(TB/T 003-2018)
文/杨文亮
1. 范围
本标准规定了丝网印刷术语、产品分类及其结构、材料、要求、试验方法、检验规则、标志、包装、运输、储存等要求。
本标准适用于金属桶及其类似产品(塑料桶)等产品上的丝网印刷。
2. 规范性引用文件
下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,但应促成根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注年代的引用文件,其最新版本适用于本标准。
GB/T 6739 色漆和清漆 铅笔法测定漆膜硬度
GB/T 2828.1 计数抽样检验程序 第1部分:按接收质量限(AQL)检索的逐批检验抽样计划
GB/T 9761 色漆和清漆 色漆的目视比色
3. 术语定义
3.1 丝网印刷:利用丝网印刷版图文部分网孔透油墨,非图文部分网孔不透油墨的基本原理进行印刷的方式,以下简称“丝印”。
3.2 丝网:是印刷中常用的丝网,有绢网、尼龙丝网、涤纶丝网、不锈钢丝网等。
3.3 网框:是绷丝网用的框架。网框使用的材料主要有木材、中空铝型材、铸铝成型框、钢材等几种材料。最常用的则是铝型材制作的网框。
3.3 感光胶:感光胶是用于直接法制版的丝印制版感光材料。感光胶有重铬酸盐系、重氮盐系、铁盐系。感光光谱范围在340~440nm,显影性能好,分辨率高,稳定性好,便于贮存,且经济卫生,无毒无公害。印刷对感光材料的要求是:感光材料形成的版膜适应不同种类油墨的性能要求。具有相当的耐印力,能承受刮墨板相当次数的刮压,与丝网的结合力好,印刷时不产生脱膜故障;易剥离,利用丝网版材的再生利用。
3.5 刮板:是用于给油墨施加压力,使油墨能透过丝网印到钢桶表面。由于刮板在印刷中接触各种油墨及溶剂,并要求耐磨性高,有一定的硬度。为了满足丝印要求,用于制作刮板的材料一般为天然橡胶和合成橡胶。手工印刷中多使用天然橡胶和合成橡胶以及聚胺酯橡胶等材料所制成的刮板。
3.6 油墨:是丝印用着色剂。由颜料、连续料和助剂等组成。
4. 丝网印刷加工流程及质量要求
4.1 丝网印刷的工艺流程:
制作原稿——制作丝网印版——印刷——油墨干燥。
4.2 制作原稿
4.2.1 丝印设计图稿墨膜厚实、色泽鲜艳,不像平印凸印那样墨膜很薄,所以表达不出色调的细微变化,选用原稿时,要充分考虑丝网这一特点。
4.2.2 丝印在采用线长原稿时,要求线条不能过于精细,因为过于精细的线条丝网印版制作较为困难,印刷效果也不很理想。
4.2.3 网目调丝印的表现力不及平印、凸印,加网线数与线网目数之间的匹配关系也较为复杂,所以不宜选用高线数网屏制作网目调丝网印版,选用原稿时必须注意到这一特殊要求。
4.2.4 版上的图像应牢固,保证复制和保存中不脱落。
4.2.5 线条、文字原稿要有足够的反差。原稿的清晰度要好。
4.2.6 连续调原稿的反差,应与照相制版的基本条件相适应。
4.2.7 彩色连续调原稿的颜色应与印刷复制品的颜色要求基本一致。
4.2.8 原稿的版面要整洁、无脏污、尘埃。
4.3 制作丝网印版
4.3.1 制作菲林底片——制作网框——绷网——涂布感光胶——曝光——冲洗——干燥。
4.3.2 丝网框架的外形尺寸,按网印图形每边放大150~200mm。
4.4 丝印
4.4.1 丝印前的准备工作
做好丝网印刷前的准备工作,是保证印刷顺利进行的必不可少的一种工作。在印刷生产前需做好以下几方面的基本准备工作。
(1)清理印刷工作现场,保证印刷台或印刷机四周有一定操作活动空间,避免其它物体妨碍工作。保持场地清洁,避免灰尘等影响印刷质量。
(2)注意调整印刷车间湿度和温度,以适应印刷要求。
(3)准备好合适的刮板,并检查刮板是否有碰伤,如果有碰伤要进行研磨,以防刮伤印版影响印刷质量。
(4)检查丝网印版是否完好,发现问题及时修正,保证丝网印版图文四周封网,避免非图文部分有漏墨现象。用湿润的布轻擦版面,去除版面的灰尘。
(5)根据钢桶的特点,调整丝网印版与钢桶之间合适的间隙。
(6)根据钢桶的尺寸大小,确定其在印刷台上的位置。固定好印刷辅助设备的定位装置。
(7)做好烘干设备的使用准备工作。如果使用烘干机,要预先调整好烘干温度。
除上述之外,还要根据实际需要,注意其它有关联的各项准备工作。
(1)印前处理方法主要有除油、镀锌、表面喷漆等。印前处理的主要作用是去除钢桶表面缺陷,提高表面的美观效果,同时改变钢桶表面清洁度,提高印刷适性。
(2)除油和灰尘是钢桶表面在丝印前处理工艺的重要措施。主要目的是清除钢桶表面的油污、灰迹。对于镀锌钢桶或长期放置的涂漆钢桶,印前处理尤其重要。
4.4.2 油墨的准备
4.4.2.1 根据钢桶表面的类型,选择合适的油墨。
4.4.2.2 配制油墨的颜色
(1)所谓配色就是将两种以上的颜色,或是除主调色色彩之外再使用少量的色彩邻接,形成色彩的组合。彩色油墨使用前调配时,首先将色样上需要配制的颜色单独露出,正确的分辨出原稿色彩是原色、间色,还是复色。如果是间色、复色,需要分辨出主色与辅色的比例。其次一定要根据原稿指示的色调,小样调试,待与原稿相比,颜色色差较小或相等时,方可大批调配,且时间要短,调量要适当。调的过少,造成停工,油墨色相不一,影响生产正常进行;过多会造成不必要的浪费。调墨通常在光线稳定或光线不直接照射的地方进行。
(2)丝印油墨调色时要注意三点:
a)配墨时应尽量少加不同色的油墨,色墨种类越少,混合效果越好。
b)采用由浅入深原则,无论配制浅色或鲜艳的彩色油墨,当色相接近样板时,要小心谨慎。不同厂家生产的油墨,最好不要混合调用,尽量采用同一厂家不同颜色的油墨进行调色,否则会产生色调不匀的现象,严重时会出现凝聚而使油墨报废。
c)有些丝印油墨是通过烘干来干燥的,浅色烘干后比未干燥的更浅,深色烘干后偏深。另外,油墨的色调在印刷时干燥前和干燥后有无差别,是容易忽视的问题。一般来说,通过自然干燥的(溶剂挥发型油墨),色彩不会发生变化。
(3)浅色油墨的调配,一般以白墨为主,调以适当的彩色油墨。如淡蓝色,以白墨为主,略加蓝色(青色);淡红色,以白墨为主,略加大红;灰色,以白墨为主,略加黑色;银灰色,以白墨为主,略加银粉浆,再加微量的黑墨。配制浅色丝印油墨,要尽量少加白墨,因为白墨活性大,易使其它颜色发生变色现象。
(4)要调好墨,必须做到:
a)了解油墨的各种规格和性能;使所配的油墨适合生产需要。
b)掌握色彩学基本知识,在调墨中运用自如。
c)对印刷的色彩及工艺技术进行分析,找出多套色的色序,以免色序不对,两色混溶,颜色发生变化。
d)调墨时还要注意油墨颜色的亮度,要求亮度大的尽量以原色来调配,否则易使调出的墨“发灰”,降低了原有的色亮度。
4.4.2.3 油墨印刷适性的调整
通常出厂的丝印油墨,其粘度稍大,使用者应根据印刷图象的特点、丝网目数、印速、车间温度、钢桶的表面张力及吸墨性能,用适当的溶剂、稀释剂、表面活性剂及减粘剂等,对油墨的粘度、表面张力、流动性及干燥速度等进行综合调整。如丝印细线和网点时,应使油墨流动性稍小,干燥速度可稍慢;粗网印刷时,粘度应稍大,干燥速度可稍快;高速印刷时,流动性稍大,干燥速度可稍快;车间温度高时,干燥应稍慢,粘度稍大;钢桶表面张力小时,油墨的表面张力也应小些;钢桶面吸墨性强时,油墨的流动性及表面张力均可大些,干燥速度可慢些。
4.4.3 丝印加工
4.4.3.1 固定丝网框架
将丝网的框架用铰链或专用夹具装配在底板或工作台上,待丝网框架放平时,使丝网面距底板3~4mm。若网印面积较大,丝网张力较小时,高度可放大到5mm左右。
4.4.3.2 试印
将油墨倒入框架内丝网上,先在白纸上试印。发现问题,对症调整,再行试印。直至丝印图形合格。
4.4.3.3 丝印
(1)钢桶表面是刚刚涂装干燥过的表面时,一般可以直接印刷。如果是放置时间过长或镀锌桶等,需要采用必要的前处理工艺,达到无油污、无灰尘,光洁的标准。
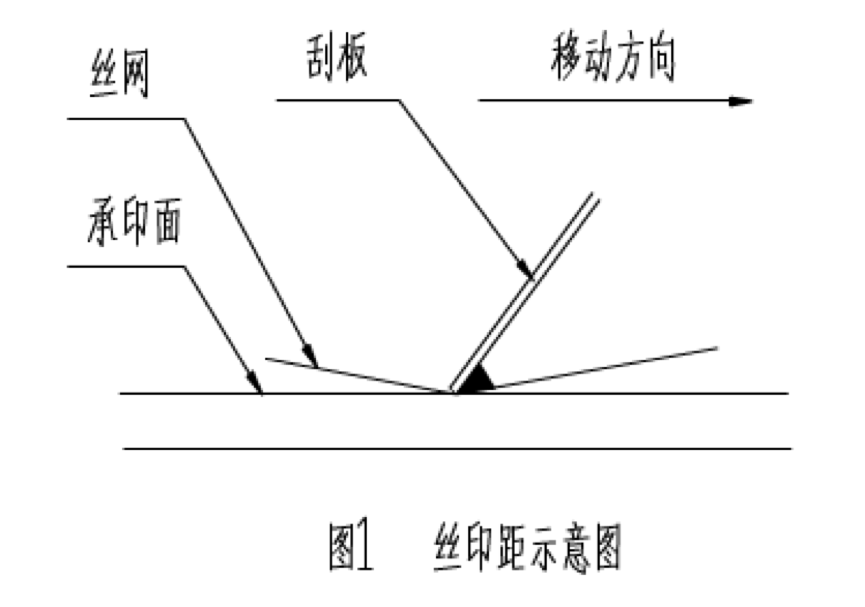
(2)丝印时,将钢桶按定位要求放置在固定位置,放下丝网框架,接触钢桶,丝网表面1.5~2mm如图1所示。然后用刮板压印油墨,使丝网与钢桶表面直线接触。刮板过后,丝网靠自身弹性复原。
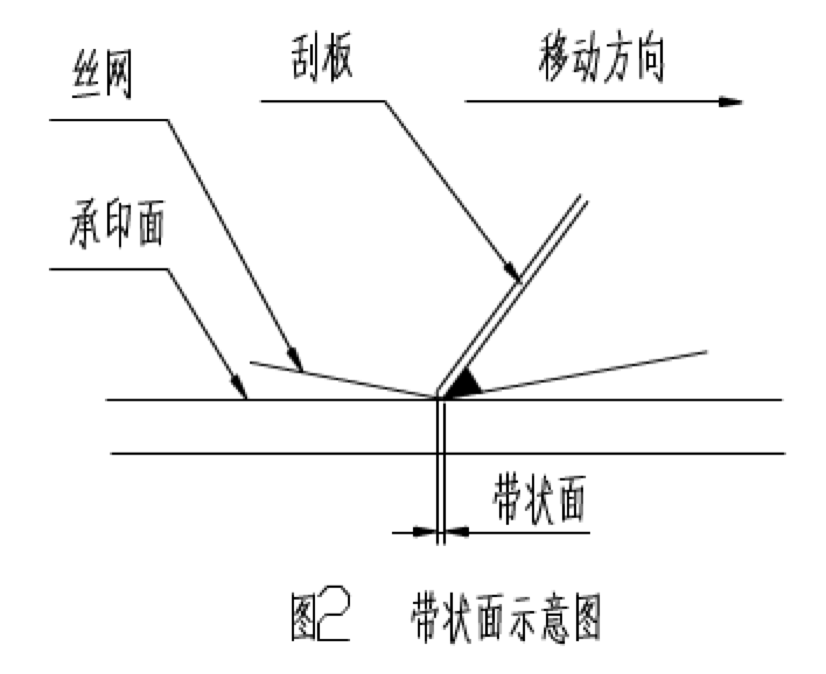
刮板刀口应做成直角。若刀口圆钝,丝印时刀口和丝网便呈弧面接触,带状面示意如图2所示。这里丝网和钢桶表面接触也呈弧面。在这种状态下漏印,先印下的油墨又受到刮板后部的挤压,致使丝印图形扩散、失真、边缘毛糙。
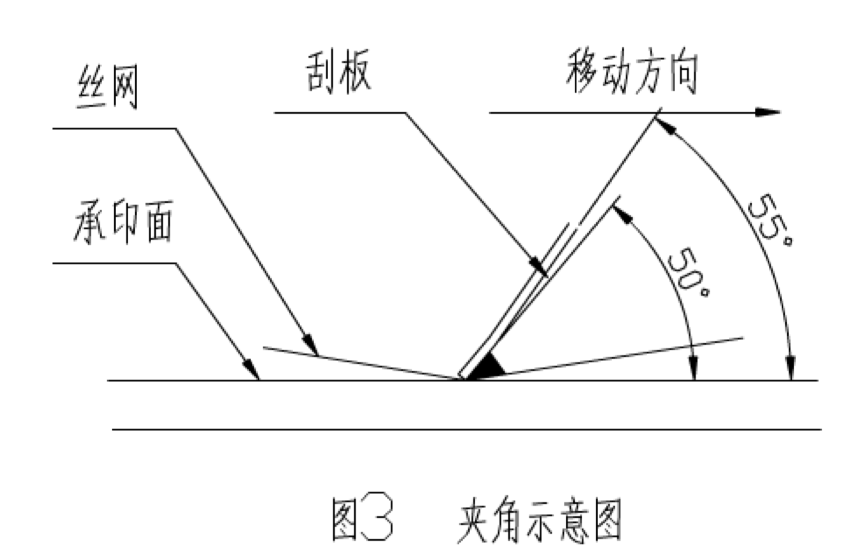
丝网中刮板与丝网的夹角,从理论上讲以45℃为佳。这时刮板和丝网的接触面是一条直线,如图3所示。夹角增大或缩小,都会使接触面加宽。但由于刮板的软硬、丝网张力的大小、丝印时用力的大小及刮板橡胶的弹性变形等因素的影响,实际上刮板和丝网的夹角为50℃,较为合适。
丝网操作时,两手揿住刮板,由前向后或由后向前,用力均匀而平缓的进行刮印。这时油墨在丝网模板和刮板之间,既被挤压又被推移,迫使油墨穿过网孔,被印到钢桶上。刮印后,揿开丝网框架,用刮板将油墨进行回刮封网,以免油墨干燥而封闭网孔。同时取出钢桶,检查网印质量。
丝印时如发现丝网黏附钢桶反弹不起来造成丝印图形毛剌很多,模糊不清,或出现双影,说明丝网距底板太近,可适当加厚垫板。
4.5 油墨干燥
4.5.1 油墨的干燥方法可分为自然干燥、加热干燥、紫外线干燥、电子束照射干燥、红外线干燥、微波干燥等多种形式。是否需要加热干燥需要根据油墨使用说明确定。
4.5.2 自然干燥的钢桶丝网印刷,要放置在通风,无尘,温度、湿度合适环境中放置,不堆码,直到实干。
4.5.3 实干的检查方法,是用指甲轻划印膜无破坏。
4.6 保存丝网版
(1)第一次印刷后,如果丝网印版还要进行第二次印刷,则必须用洗网水将丝网印版上残留的油墨清洗干净,保证图文部分网孔不被油墨堵住,然后经充分干燥后,妥善存放好。以备下次使用。
(2)丝网印版印刷后,如不再使用,而且打算报废丝网,则可将网框四周的油墨清洗干净,揭下丝网,或者先将丝网直接揭下,然后将网框洗干净,网框以备下次绷网时使用。
(3)丝网印版印刷后在准备二次制版使用情况下,可先将残留油墨清洗干净,然后用胶膜剂将网版上感光膜脱掉,并用清水清洗干净,干燥后,保存好以备下次制版时使用。
(4)绷好网的丝网框、晒制好的丝网印版以及印刷后需要保存的丝网印版都应妥善保管。如果保存不好,碰伤丝网,就不能继续使用,造成报废。
(5)丝网框或丝网印版通常采用版架存放,存放形式有水平式和竖立式两种。水平式是将同一规格的丝网印版,放置在版架的一层内,可重叠放置。竖立式是将丝网印版竖立在版架上的版槽内,较大网版最好采用竖立式存放方式,以防丝网印版下垂。不管采用那种形式存放印版,应注意防尘。
4.7 操作注意事项
(1)丝印后的钢桶不可放置在潮湿及阳光直接照射的地方。
(2)标示摆放必须清楚明了,不同产品区分应明显。
(3)搬运过程中注意轻拿轻放,不可有撞击、摔打等不良动作出现。
(4)手工制版及印刷时不可以戴金属品于手上,如戒指、手表等,而且手指甲不可以留得太长,必要时,配戴手套作业。
(5)丝印的钢桶出厂时要用防护套包装好,以防印刷图案受损。
5 质量要求及检验方法
5.1 尺寸要求
按照规定的位置和尺寸进行丝印,要求尺寸偏差±5mm内,目视无偏斜。
5.2 外观要求
5.2.1 检查条件:距观测面300mm,在日光下或800LUX强度的光线下用眼睛对丝印效果分别以正视和45°角度对外观进行观察。
5.2.2 颜色与标准色板比较有色差范围内。色彩印刷应该有足够的遮盖力,以反射光观看,看不清下面的色彩和结构为准印刷字符及色块的边缘不清晰度不大于0.1mm。
5.2.3 颜色均匀一致。
5.2.4 缺陷
色斑、夹杂物的长度不大于1mm,不许聚积,两个色斑至少相距50mm以上。不允许有图案、字体不清晰、不端正、不完整、拖墨、错位、重叠、少墨等不良现象。
5.3 涂层厚度:8μm~15μm。
5.4 物理化学性能:
(1)硬度:1H铅笔,按照GB/T 6739方法,无超过3mm损伤。
(2)附着力:用拇指放在印刷的图片上,以147+4.9/ON的力来回擦拭15次。钢桶印刷图案不可缺口、断线、油墨粘附不良等。
(3)耐汽油性能:用白色面布蘸93号汽油,约49N力在油墨表面擦拭15s,棉布上无油墨退色为合格;如果有退色,用白色棉布蘸93号汽油,约49N力在油墨表面擦拭500次,以不漏底色为合格。
(4)耐摩擦:用绘图橡皮擦拭4.9N力15mm的行程来回摩擦,每一单程行程为一次,丝印字体或图案,连续式摩擦50次。肉眼观察表面,磨损不能见底丝印图案应能清晰可辩。
6 检验要求
(1)丝印钢桶各工序均需要进行首件检验,由班组长和检验员分别进行,确认合格后,才能进行批量生产。
(2)生产过程中,操作工需要对外观进行自检。
(3)丝印过程检验按照1小时一次,每次抽检2件频次进行过程检验,由车间检验员进行。抽检不合格,需要加倍抽检,仍不合格,需要对该时时段生产钢桶做不合格处理。
(4)成品应经检验合格后,方可出厂。成品采取抽样检验办法,抽样方案按下表规定的检测水平IL和接受质量限AQL按GB/T 2828.1规定正常检查一次抽查方案。判定不合格,则可加严抽查,如仍不合格不准转入下工序车间或出厂。但经重新返工处理,可作为新一批产品重新按GB/T 2828.1规定验收。
| 重要度\项目 |
质量特性 |
合格质量水平 |
外观 |
位置尺寸 |
A类 |
IL=I |
IL=S-3 |
AQL=1.0 |
B类 |
IL=S-3 |
IL=S-2 |
AQL=1.5 |
C类 |
IL=S-2 |
IL=S-1 |
AQL=2.5 |
