电石包装钢桶国家标准的制定
文/辛巧娟
电石包装钢桶国家标准包括出口(一次性使用)电石包装桶和内销(重复性使用)电石包装桶两种钢桶标准。国家标准制定工作由全国危险化学品管理标准化技术委员会为技术归口单位、中化化工标准化研究所、江苏出入境检验检疫局、天津东海制桶有限公司、中国包装联合会钢桶专业委员会共同起草。
编制标准时,我们遵循“尽量向国际先进水平靠拢,积极采用国外同类产品的先进标准,并要结合我国的实际情况”的原则,因此,我们主要参照美国军用标准MIL-D-19513的电石钢桶军用标准,其钢桶性能要求符合“国际海上运输危险货物规则”、“危险货物运输包装能用技术条件”的有关规定。
电石是一种量大面广的重要化工原料,有广泛的用途,但它又是一种易燃易爆的化工产品,因此解决电石包装的问题显得十分重要。我国实行改革开放以来;工农业迅速发展,电石生产量和电石出口量逐年增加,不同种类的出口电石包装已在流通领域中广泛使用,给制定标准奠定了一定的基础。但是由于种类繁多,管理困难,在各口岸也曾发生过不同程度的爆炸、燃烧等事故,给国家造成一定的损失。因此本标准对出口电石包装桶除统一结构、尺寸外,还加强了桶口密封性的要求。为了使出口电石桶充氮效果量佳,我们还做了各种充氮方式条件实验(提供插底管充氮方式,供电石出口参考),以增加电石运输过程中的安全性,提高我国在国际贸易交往中的信誉。
以往,内销电石包装桶在装入电石后的运输和周转使用过程中,桶口变形严重、密封情况很差,加刷电石风化。据有关资料报导:由于电石包装不严密,电石风化率在全国可达10~20%左右。包装不严还可使湖湿空气和意外的水进入桶几,产生大量乙炔气体,其中含有PH3和H2S杂质,当外界有引发源时就会发生爆炸,这种情况每年时有发生,使人民的生命财产受到威协和损失。
鉴于以上情况,本标准采用三重圆卷边的卷封开式、桶口加固及直通安全装置等措施,提高钢桶的抗冲击能力、桶口强度及安全系数。
现就包装钢桶标准的主要内容及特点介绍如下:
1、两种钢桶的结构尺寸分别见下图与下表:
表1 出口电石包装钢桶尺寸
名称 |
符号 |
单位 |
规格 |
100kg |
200kg |
基本尺寸 |
极限偏差 |
基本尺寸 |
极限偏差 |
公称容量 |
l |
kg |
100 |
- |
200 |
- |
钢板厚度 |
δ |
mm |
≥0.8 |
- |
≥1.2 |
- |
外高 |
H |
mm |
700 |
±3.0 |
890 |
±3.0 |
内径 |
D |
mm |
430 |
±2.0 |
560 |
±2.0 |
环筋间距 |
L |
mm |
280 |
±3.0 |
280 |
±2.0 |
环筋高 |
A |
mm |
10 |
±2.0 |
14 |
±2.0 |
波纹高 |
B |
mm |
2 |
±1.0 |
3 |
±1.0 |
桶底、顶深 |
h |
mm |
17 |
±1.0 |
19 |
±1.0 |
装料口高度 |
h1 |
mm |
10 |
±1.0 |
10 |
±1.0 |
充氮孔 |
d1 |
- |
M10 |
- |
M10 |
- |
排气孔 |
d2 |
1 |
M10 |
- |
M10 |
- |
两孔间距 |
L |
mm |
360 |
±5.0 |
420 |
±5.0 |
装料口直径 |
d |
mm |
≥200 |
±2.0 |
≥200 |
±2.0 |
桶盖深度 |
h2 |
mm |
10 |
±1.0 |
10 |
±1.0 |
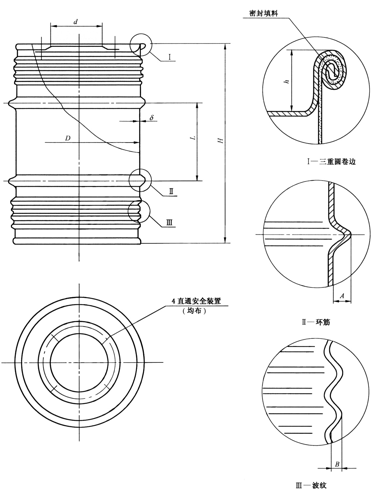
图1 出口电石包装钢桶结构
表2 内销电石包装钢桶尺寸
| 名称 |
符号 |
单位 |
规格 |
100kg |
200kg |
基本尺寸 |
极限偏差 |
基本尺寸 |
极限偏差 |
公称容量 |
l |
kg |
100 |
- |
200 |
- |
钢板厚度 |
δ |
mm |
≥1.0 |
- |
≥1.2 |
- |
外高 |
H |
mm |
700 |
±3.0 |
890 |
±3.0 |
内径 |
D |
mm |
430 |
±2.0 |
560 |
±2.0 |
环筋间距 |
L |
mm |
280 |
±3.0 |
280 |
±2.0 |
环筋高 |
A |
mm |
10 |
±2.0 |
14 |
±2.0 |
波纹高 |
B |
mm |
2 |
±1.0 |
3 |
±1.0 |
桶底、顶深 |
h |
mm |
17 |
±1.0 |
19 |
±1.0 |
桶口直径 |
d |
mm |
215 |
±1.0 |
≥215 |
±1.0 |
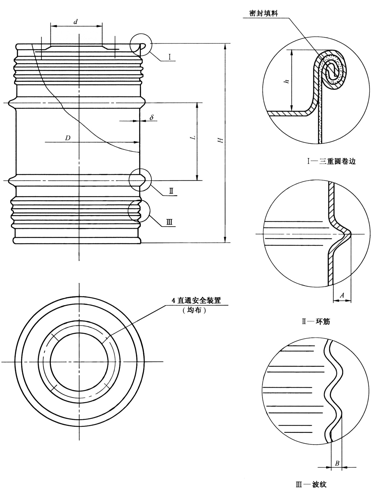
图2 内销电石包装钢桶尺寸结构
2、标准中规定内销桶桶口用钢板法兰圈进行加固。这样提高了桶口强度和密封性能,可以大大降低电石风化率,又可靠增加桶的周转次数,同时提高装入电石后的安全性。
3、标准中规定桶顶、底与桶身结合的卷边形式均采用目前国际上先进的三重圆卷,这样不仅能提高桶的抗冲击能力,而且还可增强桶的强度。
4、标准采用直通安全装置作为保证安全运输电石的措施。
直通安全装置为中空通气的曙栓,中心通气孔直径为∅4mm,头部有两个∅3mm的横向小孔与中心的通气孔相通,当外界有少量湿空气浸入桶内产生乙炔气体而使桶内压力增高时,气体就沿中心通气孔向外逸出,使电石包装桶内、外压力平衡。
直通安全装置具有6个特点:
(1)平衡包装桶内、外压力,使之保持常压。
(2)具有呼吸作用,使包装桶内、外气体进行交换,稀释乙炔气浓度(详见表3)。
表3 带直通安全装置的电石包装桶内乙炔浓度试验
| 存放时间 |
温度℃ |
湿度% |
1#桶 |
2#桶 |
3#桶 |
平均 |
封口前 |
27 |
61 |
0.24 |
0.21 |
0.24 |
0.23 |
封口后4小时 |
29 |
59 |
1.14 |
1.05 |
1.23 |
1.14 |
封口后8小时 |
26 |
60 |
0.93 |
0.86 |
1.02 |
0.94 |
封口后1天 |
27 |
72 |
0.39 |
0.36 |
0.45 |
0.40 |
封口后2天 |
26 |
61 |
0.36 |
0.39 |
0.42 |
0.39 |
封口后3天 |
28 |
62 |
0.36 |
0.39 |
0.42 |
0.39 |
封口后5天 |
24 |
82 |
0.36 |
0.39 |
0.45 |
0.40 |
封口后7天 |
29 |
61 |
0.36 |
0.39 |
0.39 |
0.38 |
封口后9天 |
28 |
60 |
0.36 |
0.36 |
0.39 |
0.37 |
封口后12天 |
27 |
59 |
0.36 |
0.39 |
0.42 |
0.39 |
封口后15天 |
29 |
58 |
0.36 |
0.33 |
0.42 |
0.37 |
封口后20天 |
30 |
72 |
0.36 |
0.33 |
0.42 |
0.37 |
封口后25天 |
32 |
60 |
0.30 |
0.36 |
0.42 |
0.36 |
封口后30天 |
35 |
78 |
0.33 |
0.36 |
0.42 |
0.37 |
封口后35天 |
36 |
65 |
0.36 |
0.42 |
0.39 |
0.39 |
封口后40天 |
33 |
74 |
0.36 |
0.42 |
0.42 |
0.40 |
封口后45天 |
32 |
80 |
0.51 |
0.48 |
0.54 |
0.51 |
封口后50天 |
34 |
73 |
0.51 |
0.48 |
0.51 |
0.50 |
封口后55天 |
29 |
70 |
0.51 |
0.48 |
0.54 |
0.51 |
封口后60天 |
32 |
65 |
0.51 |
0.48 |
0.57 |
0.52 |
封口后65天 |
30 |
78 |
0.48 |
0.45 |
0.51 |
0.49 |
封口后70天 |
28 |
77 |
0.45 |
0.45 |
0.51 |
0.47 |
封口后75天 |
32 |
75 |
0.48 |
0.45 |
0.45 |
0.45 |
封口后80天 |
27 |
80 |
0.42 |
0.48 |
0.45 |
0.45 |
平均 |
- |
- |
0.46 |
0.45 |
0.49 |
0.47 |
注:乙炔浓度均为桶内乙炔气体百分浓度。
表3数据说明:
a.电石桶封口8小时之后乙炔浓度开始下降,在24小时以后,由于直通安全装置的呼吸作用,稀释了桶内乙炔气的浓度,使之保持在0.5%以下。
b.在80天的存放中数字小的波动是由于天气的相对湿度不同引起的。
(3)对电石风化率最小。详见“直通安全装置”对电石风化试验结果(表4)。
表4 直通安全装置对电石风化试验
| 启封序号 |
电石桶编号 |
盛装电石块度 |
电石去粉后称重kg |
电石粉化率% |
1 |
A3 |
2-80 |
99.0 |
1.0 |
2 |
B3 |
81-120 |
99.0 |
1.0 |
3 |
C1 |
121-150 |
100.0 |
0 |
4 |
C3 |
121-150 |
99.6 |
0.4 |
5 |
C2 |
121-150 |
99.7 |
0.3 |
6 |
A2 |
2-80 |
99.5 |
0.5 |
7 |
B1 |
81-120 |
100.0 |
0 |
8 |
B2 |
81-120 |
99.4 |
0.6 |
9 |
A1 |
2-80 |
99.5 |
0.5 |
注:试验进行是在南方梅雨季节堆放三个月。
结果说明:装有直通安全装置的电石桶内电石粉化率很小,均符合GB10665标准中对电石粉尘量的要求。
为了进一步验证直通安全装置的呼吸作用及降低电石风化率低的问题,我们又进行了火车整车运输试验(详见表5)。
表5 整车包装运输试验
| 运输过程 |
时间 |
气温℃ |
相对湿度% |
电石等级 |
电石粒度mm |
车厢内堆码层数 |
装车前车厢内乙炔浓度% |
卸车前车厢内乙炔浓度% |
备注 |
包头-天津 |
10月25日~10月30日 |
1~15 |
60~79 |
优等品 |
50~80 |
三层(54桶) |
检不出 |
检不出 |
最小检出量0.001% |
包装-天津 |
1月25日~1月30日 |
-8~0 |
58~69 |
优等品 |
50~80 |
二层(240桶) |
检不出 |
检不出 |
包头-上海 |
6月1日~6月15日 |
27~32 |
63~74 |
一等品 |
50 |
二层(265桶) |
检不出 |
检不出 |
包头-上海 |
10月29-11月15日 |
4~12 |
58~83 |
优等品 |
50 |
三层(450桶) |
检不出 |
检不出 |
整车包装运输运输试验结果表明直通安全装置在运输过程中起到了防止电石风化的作用,使安全运输得到保证。
(4)防水作用。因直通安全装置头部气孔横向钻孔,且气孔直径很小,能有效的防止雨水直接进入,保证安全。其结构见图3。
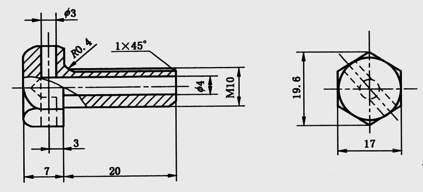
图3 直通安全装置尺寸结构
(5)因直通安全装置结构简单、制造方便,可以利用M10×20的普通螺栓中心钻孔即成,故工艺简单、成本低廉。
(6)直通安全装置便于安装,牢固可靠。既可作为安全装置,又可作为紧固螺栓使用,一举两得。
本标准的制定,使全国电石包装钢桶的技术要求、试验方法、检验规则等有了统一标准。由于封闭器尺寸的统一和结构的标准化,保证了封闭器的互换性和密封性,给桶的生产和用户的使用、运输和贮存带来了很大的方便。桶口采用法兰加固措施和三重圆边形式都大大增加了桶的强度和质量。特别是直通安全装置的采用,提高了电石运输的安全性,解决了电石长期以来未解决的安全问题。
本标准的执行可使全国10~20%的内销电石免遭风化损失,保证电石的安全运输,对促进我国电石出口贸易起到了积极作用。
