金属材料 薄板和薄带 埃里克森杯突试验
GB/T 4156-2007
前言
本标准等同采用国际标准ISO 20482:2003《金属材料 薄板和薄带埃里克森杯试验》(英文版)。
为了便于使用,本标准做了下列编辑性修改:
a)“本国际标准”一词改为“本标准”;
b)用小数点“.”代替作为小数点的逗号“,”;
c)删除了国际标准的前言;
d)引用文件按对应的国家标准作了变更。
本标准代替GB/T 4156-1984《金属杯突试验方法》
本标准此次修订对GB/T 4156-1984的下列主要技术内容作了修改:
——标准名称按国际标准做了变更;
——章节进行了重新安排;
——增加了较厚或较窄薄板的试验;
——压模、垫模的厚度和表面粗糙度不再规定;
——试验前,冲头上不再涂抹石墨脂;
——引入计算机控制试验设备的概念。
本标准的附录A为资料性附录。
本标准由中国钢铁工业协会提出。
本标准由全国钢标准化技术委员会归口。
本标准起草单位:宝山钢铁股份有限公司、武汉钢铁(集团)公司、冶金工业信息标准研究院。
本标准主要起草人:徐惟诚、李和平、周星、李荣锋、董莉。
本标准所代替标准的历次版本发布情况为: GB/T 4156-1984。
1 范围
本标准规定了一种测定厚度为0.1mm~2.0mm、宽度等于或大于90mm的金属薄板和薄带在拉延或成形时承受塑性变形能力的试验方法。
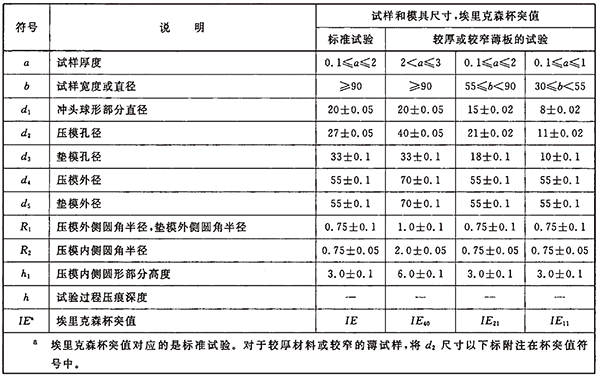
对于较厚的或只能取到较窄试样的薄板和薄带,需采用指定尺寸的模具,并在结果表示时使用下标注明,见表1。
2 规范性引用文件
下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 3505 产品几何技术规范 表面结构 轮廊法 表面结构的术语、定义及参数(GB/T 3505-2000,eqv ISO 4287:1997)
3 术语和定义
下列术语和定义适用于本标准。
3.1 穿透裂纹 through crack
穿透裂纹是指穿透整个试样厚度的裂纹,并且裂纹的宽度为刚好能使光线在裂纹部分透过。
4 符号和说明
本标准中所用到的符号、说明和单位在图1和表1中给出。
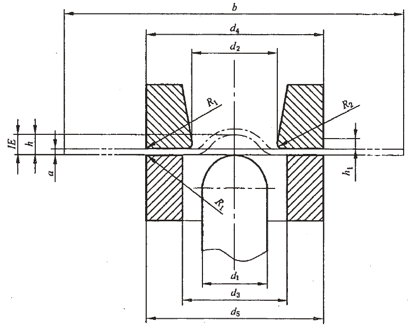
图1 埃里克森杯突值示意图
表1 符号和说明(单位为毫米)
5 试验原理
将一个端部为球形的冲头对着一个被夹紧在垫模和压模内的试样进行冲压形成一个凹痕,直到出现一个穿透裂纹。依据冲头位移测得的凹痕深度即为试验结果。
6 试验设备
6.1 试验在一个装备有压模、冲头和垫模的设备上进行,压模、冲头和垫模的尺寸和公差见表1。
6.2 试验设备的结构应保证试验过程中可观察到试样的外表面,并在出现穿透裂纹时能够立即停止。
注:通常破裂出现时作用到试样上的国会相应持续下降,有时还会发出可察觉的位移。
6.3 设备应具有一个分度为0.1mm或更好的装置,用于测量冲头的位移。
6.4 压模、垫膜和冲头应有足移的刚性,试验过程中不得有变形。压模、垫模和冲头工作表面的维氏硬度至少为750HV30。
6.4.1 试验过程中冲头不得转动。
6.4.2 冲头的工作表面为球形并经抛光。冲头工作表面的粗糙度Ra平均值按照 GB/T 3505测量应不大于0.4μm。
6.5 压模轴线相对冲头球形中心的距离在冲压行程范围内应小于0.1mm。
6.6 垫模和压模与试样的接触表面应平坦并垂直于冲头的移动轴。成形压模应能相对于(固定的)垫模作自调整。
6.7 试验设备应具有约10kN的恒定夹紧力,以确保夹紧试样。
6.8 试验设备应能够测量冲头从开始接触试样表面起所产生的位移。
6.9 也可以使用经硬化处理的钢球替代6.1、6.4、6.5、图1和表1中规定的冲头。
7 试样
7.1 试样应平整,其宽度或直径大于等于90mm,压痕中心到试样任何边缘的距离不小于45mm,相邻压痕中心间距不小于90mm。对于窄试样,压痕中心应在试样宽度的中心,相邻压痕中心间断至少为一个试样宽度。
7.2 制备试样时,试样边缘不应产生妨碍其进入试验设备或影响试验结果的毛刺或变形。
7.3 试验前,不能对试样进行任何锤打或冷、热加工。
8 试验条件
通常,试验在10℃~35℃的温度范围内进行。在需要控制温度条件下进行的试验,温度应控制在(23±5℃)以内。
9 试验程序
9.1 试样的厚度测量应精确到0.01mm。
9.2 设备操作以前,在试样会接触到冲头和压模的部位涂上少量石墨脂。石墨脂的推荐成分见附录A。经协商同意也可采用其他润滑剂。
注:使用不同类型的润滑剂会影响试验结果。
9.3 试样夹紧在垫模和压模之间。其夹紧力约为10kN。
9.4 缓慢地给冲头施力使其接触试样,从这个接触点开始测量压入深度。
注:开始试验前,冲头顶部和垫模的上表面应该在同一水平面上(校正时的深度测量起始点)。
9.5 平稳地进行压痕成形。对于标准试验,速度控制在5mm/min~20mm/min之间。对于宽度小于90mm的试样,速度控制在5mm/min~10mm/min之间。
注1:对于人工操作的试验设备,操作接近结束时把速度降低到接近下限,以便能准确出现穿透裂纹的瞬间。
注2:当使用计算机控制试验设备时,由于试验结果由力-冲头位移图直接给出,所以试验后期不需要降低速度。
9.6 裂纹显示出穿过试样的整个厚度时,应立即停止移动冲头。
9.7 测量冲头压入深度,精确到0.1mm。
9.8 除非产品标准另有规定,应至少进行三次试验,埃里克森杯突值IE为所有测量值的平均值,单位mm。
10 试验报告
试验报告应包括以下内容:
a)本标准编号;
b)试样的标识(取样位置);
c)试样的厚度;
d)使用润滑剂的类型;
e)如有要求,提供破裂后的试样形貌;
f)埃里克森杯突值IE。如果要求,提供单次测量值。
附录A
(资料性附录)
石墨脂的推荐成分
众所周知,润滑脂的种类影响试验结果。依据相关材料的规范,一个已知适用的典型油脂具有以下特性。
油脂由钙皂,精制矿物油和片状石墨组成。
不允许有腐蚀性物质、颗粉状树脂、蜡状物和填充物。
没脂和组成物应符合表A.1给出的要求。
表A.1 推荐的石墨脂特性
| 成分 |
特性 |
推荐值 |
油脂 |
稠度(150g测量锥,25℃) |
250~280 |
游离酸 |
油酸,最大0.2%a |
游离碱 |
最大0.3%aCa(OH)2 |
水分 |
0.5%~1.2% |
石墨含量 |
23%~28%a |
石墨片 |
量大颗粒尺寸 |
0.3mm |
灰分 |
最大4.5%a |
矿物油 |
黏度(37.8℃) |
100cS~120cS |
封闭闪点 |
最低177℃ |
灰分 |
最大0.01%a |
中和值 |
最大0.1mg KOH/g |
a 质量分数。 |
